
Why is it that the filtration efficiency test report of my product is “qualified”, but how come it becomes “unqualified” when it reaches the customer?
Hmm, many customers have been consulting this issue recently. We have a professional engineer who analyzed this issue and recommend it to you.
Many mask manufacturers send the finished mask products that have just rolled off the assembly line to a third-party testing agency for inspection. When the third-party test report shows “qualified”, the manufacturers feel that they have taken the “reassurance” and are waiting for shipment.
However, some manufacturers have received complaints from customers at home and abroad, all of which pointed out that the filtration efficiency is unqualified, and frequent return orders from customers have brought heavy economic losses.
Many manufacturers have wondered and questioned the third-party inspection report in their hands, why the filtration efficiency before shipment is clearly “qualified”, and how can it become “unqualified” in the hands of customers?
Regarding the phenomenon that the initial inspection result of the masks sent is “pass”, and the re-inspection results are “unqualified” after a few weeks, let me talk about the factors that cause the rapid decline of the filter efficiency of masks and their solutions.
Mask Bacterial filtration efficiency (BFE)
Reasons for rapid decay to substandard
To know the reason for the rapid decay of the filter efficiency of the mask, we must first understand the filter mechanism of the mask: The fiber mainly uses the five modes of Brownian motion diffusion, inertial collision, interception and deposition, gravity, and electrostatic attraction to achieve the effect of micron and sub The filtering effect of micron particles.

The filtration performance of meltblown non-woven fabric itself is not more than 70%. Only relying on the previous four modes of action for mechanical blocking cannot meet the filtration requirements. Blindly increasing the thickness of the material will increase the exhalation/inhalation resistance of the mask. Therefore, it is the most common practice in the industry to use electrostatic adsorption to improve the filtration efficiency of meltblown filter materials through the process of electrostatic electret, which can make the filtration efficiency reach more than 99.9%.
It can be seen that the electrostatic electret process has a significant impact on the filtration efficiency of masks. If the selection of electret, the size of the pressure, the charging distance and other related factors are not in place, the carriers on the surface of the meltblown cloth can be deposited on the surface of the meltblown cloth in a short time during the electrostatic electret process, but With the passage of time, surface carriers will quickly lose, which will cause the mask to pass the initial inspection result and fail the re-inspection result a few weeks later.

The storage and transportation
The storage conditions of the mask will also affect the filtration efficiency of the mask. When the mask is stored in a high-humidity environment, the polar groups in the water molecules and the foreign particles in the atmosphere will have a compensation effect on the charge on the fiber, which will cause a large loss of charge. The higher the environmental humidity, the faster the charge on the mask fiber drops. Therefore, the finished mask should be stored in a dry, ventilated, non-corrosive gas environment, and away from fire and flammable materials.
Especially for masks transport by sea, the If it is encapsulated with analytical film, then put it directly into the ordinary packaging box. If it is shipped abroad, there is a high probability that the filtration rate is qualified when in China. If one month later, the filtration rate will not reach 95% or 99%, especially if it is shipped by sea, surface humidity is high. Large temperature difference, easy to local condensation, or local humidity is too large, electret static will attenuate.

In the ocean environment,
The container is like a big steamer.
The temperature inside the container when sealed
10 degrees higher than the outside temperature
The above changes drastically with the difference in temperature and humidity of the ocean day and night.
When goods are transported from low temperature areas to high temperature areas,
Or when the storage environment of goods suddenly changes from cold to hot,
The moisture in pallets, wooden boxes, etc. will also be evaporated,
The moisture in the air will be
Condensate on the surface of the goods or on the packaging to form water,
The goods themselves will also have water.

And when the container goes from a high temperature area to a low temperature area,
The ambient temperature inside
From high temperature to low temperature to reach the dew point temperature,
Water vapor will condense into water droplets,
And condense on the top of the container and the surrounding inner walls,
Eventually drips onto the cargo.
This is why the cargo is wet.

Will sealed package or individual package solve this issue?
Actually won’t. The temperature difference between day and night is too large, resulting in high humidity in some areas even
in sealed package or individual package bags.

How humidity affect the filtration rate?
Theoretically, when the corona-charged meltblown nonwoven material is stored in the atmosphere, the ambient temperature has no obvious effect on the charge storage life of the meltblown electret material. But on the whole, whether it is the filtering efficiency of the material or the surface electrostatic potential, it will attenuate with time, which is unfavorable for the use of the material.
For example, the meltblown materials in masks are usually left for a longer period of time after being produced. During storage, the filter performance and electret performance of the material will decay over time. The worst case is that the material has failed during use and has almost no filtering effect.
For meltblown electret filter materials, the most ideal state is that the filter performance and electret performance of the material remain at a certain stable level. However, environmental conditions have an effect on the filter performance and electret performance of the material, especially the charge storage stability. Certainly affect.
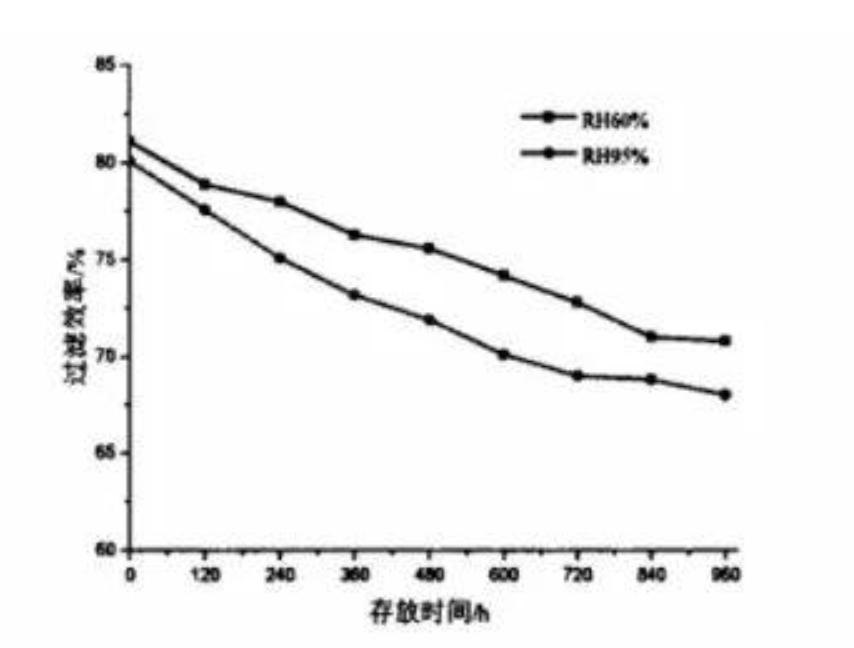
Above picture shows the ” y-axis, filtration rate of mask” changing by “x-axis, storage time(hours)” in humidity at 60% and 95%.
test by Filter Material Test Center, Northeastern University, Shenyang, Liaoning 110004,published by China Journal of Safety
Scienceand Technology.
With in the test, the filtration rate reduce about 5% in 240 hours(10 days) at 95% humidity, and 480 hours (20 days) at 60%
humidity. And the sea transportation normally takes 30-45 days. Then we can find why this disqualification happend.
Note: In addition, the risk will be big for the number of colonies exceeds the limit.
How to solve it?
vacuumize the bag and put in our stretchable packing box, and save 45%~65% freight and storage cost.
For 30/50/100pcs loose package together and then vacuumize
or 30/50/100pcs individual package and then vacuumize, which is the way that the mask can keep fluffy and original as it just produced.
Post time: Oct-30-2020